|
Working With a Lathe
Before I talk about how the lathe works or functions,
just know there are a lot of knobs and levers that makeup this machine.
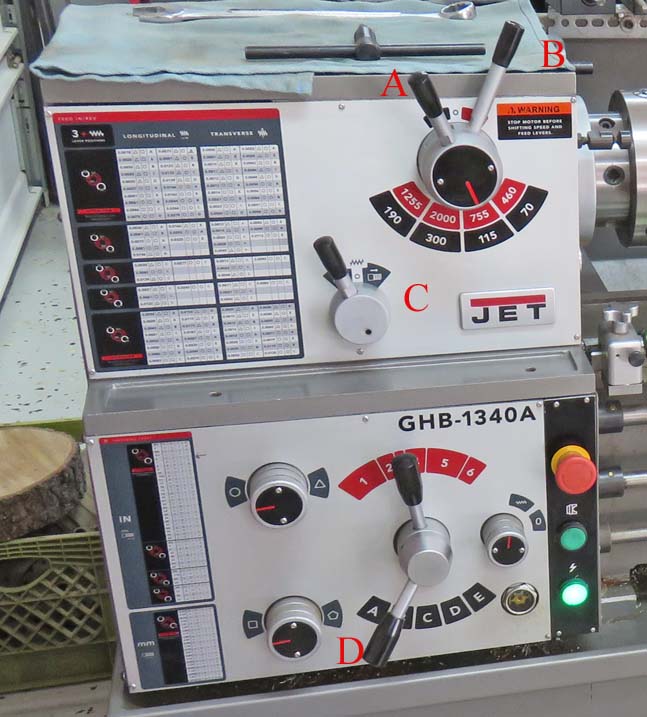
Here is the central nervous system of the machine. First
I'll talk about the two levers at the top right: the rear lever, B, is for
low range (black) or high range (red). The lever in front of that one,
A, is where you select the rpm, which changes depending if you're in high or
low range. Now the spindle must not be turning while moving either one
of these levers because this is not a synchromesh transmission. The small lever
below and slightly to the left, C, is for feed direction... when the feed
is engaged.
And again, you only move this lever when the spindle is stopped. The charts to the left is for all the different feed
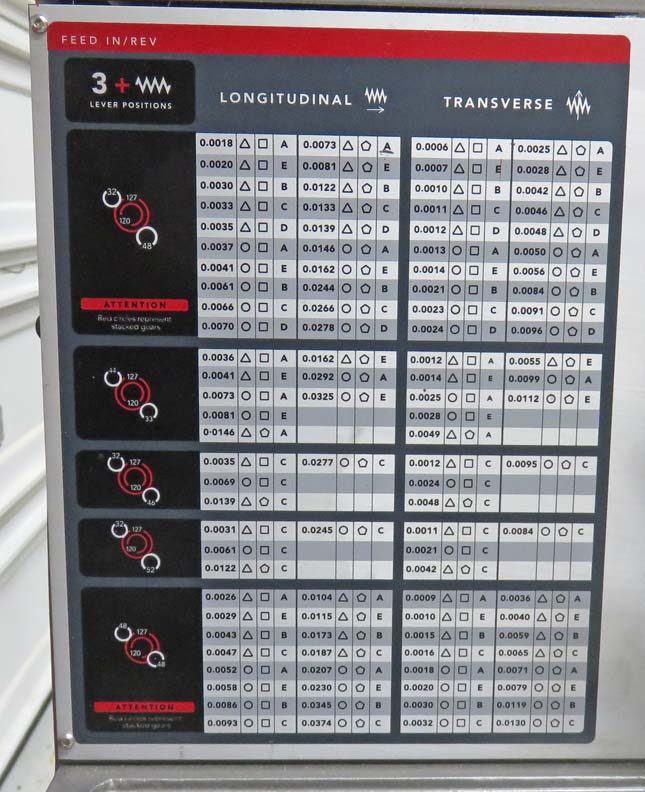
rates, which I'll show you in more detail in the next picture. Also
notice there is a chart on the top section and bottom section. The top
is for normal feed rates and the bottom has all your threading
information. More details to follow.
On the second level is where you turn two different knobs and move one lever to
change feed rates. The top chart has many different feed rates and once
you've selected the one you want, that same row has some different
shapes or icons that correspond to the knobs and lever positions in the
chart (top). If you look close you can see one knob is pointing to a 'circle'
and the other is pointing to a 'square'. And lever, D, is in the B position.
This feed rate equates to .0061 feet per minute. This system works,
but it takes time to get use to it.
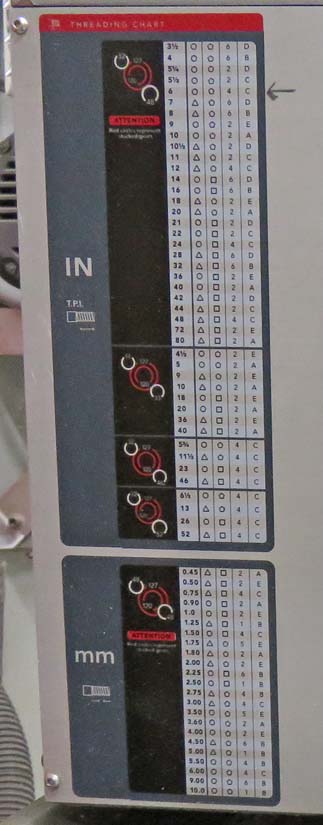
For threading there is one more lever to deal with, and that's the one
above lever D, (with all red numbers). Notice that lever is in the
number 3 position. This is a type of neutral position (when you are 'not' threading)
which is where it stays most of the time. I'll show you the threading
chart in more detail at the bottom of this page.
The BIG red button is the E stop, or emergency stop. Hit that and
everything stops.
|