|
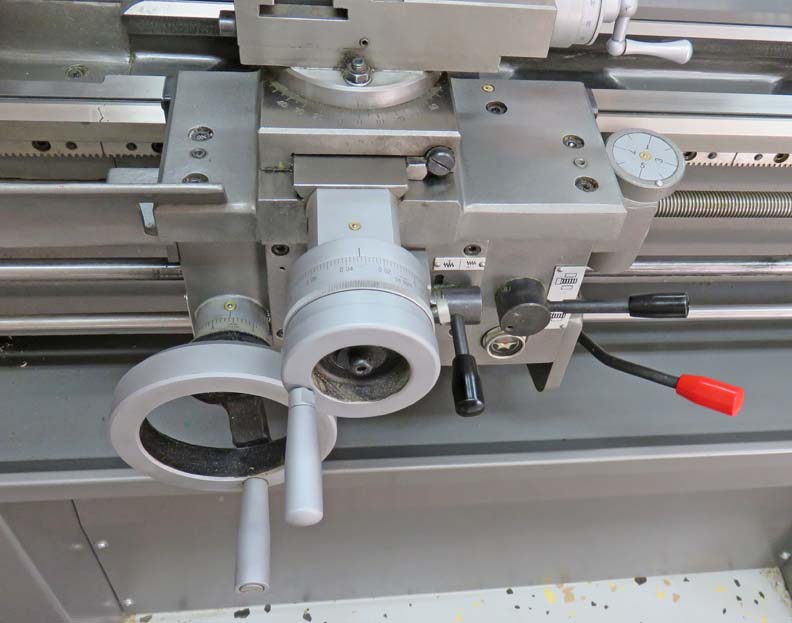
Below you can see the carriage, which includes the apron,
saddle, compound rest, cross slide and tool post (which is just out of
view).
The lever with the red handle is to power the spindle.
Pull it up and it turns counterclockwise (when looking at it from the tail
stock) but this is called forward. Pull to the right and then down and
the spindle turns in reverse.
The lever above that is to engage the half-nut, which is
used for threading. See the dial with the numbers 1 thru 4 on it? That
housing pivots making contact with that long threaded shaft called a
'lead screw'. As the
lead screw turns, so does the dial. Depending on the thread that
you're cutting, you wait for a certain number to lineup with that dot
at the bottom of the dial. Once it's lined up, you push on that lever to
engage that half-nut and your desired thread starts cutting. This takes
some practice because it's easy to miss your mark your first few times.
That shorter lever is to engage the feed for the cross
slide (in or out) or longitudinal (left or right). You pull out and up
for the cross slide or you push in and down for the longitudinal feed.
The two hand wheels are for moving the cross slide
(small diameter) or the carriage (large diameter). They both have a dial on them that
you can 'zero-out' depending on what you're working on. And if you're
using these without engaging any levers, then you are doing the
feeding.
|